mezar taşı
Arka plan
Mezar taşları, anıt taşları, mezar taşları, mezar taşları ve mezar taşları gibi birçok farklı adla bilinir.Bunların tümü mezar taşlarının işlevi için geçerlidir;merhumun anılması ve anılması.Mezar taşları başlangıçta tarla taşlarından veya tahta parçalarından yapılmıştır.Bazı yerlerde, leş yiyen hayvanların sığ bir mezarı ortaya çıkarmasını önlemek için vücudun üzerine taşlar ("kurt taşları" olarak anılır) yerleştirildi.
Tarih
Arkeologlar, 20.000-75.000 yıl öncesine ait Neandertal mezarları buldular.Cesetler, açıklıkları kapatan büyük kaya yığınları veya kayalar ile mağaralarda keşfedildi.Bu mezar yerlerinin tesadüfen olduğu düşünülmektedir.Yaralılar veya ölenler muhtemelen iyileşmeleri için geride bırakılmış ve vahşi hayvanlardan korunmak için kayalar veya kayalar mağaranın önüne itilmiştir.Irak'taki Sharindar Mağarası, vücudunun etrafına çiçekler serpilmiş bir kişinin (yaklaşık MÖ 50.000) kalıntılarına ev sahipliği yapıyordu.
Zaman geçtikçe çeşitli başka gömme yöntemleri geliştirildi.MÖ 30.000 civarında bir süre ölülerini tutmak için tabutları ilk kullanan Çinlilerdi. Mumyalama ve mumyalama MÖ 3200 civarında Mısır firavunlarının cesetlerini öbür dünya için korumak için kullanıldı.Firavunlar, öte dünyada kabul görmelerini sağlamak için bir lahit içine yerleştirilecek ve hizmetkarlarını ve güvenilir danışmanlarını temsil eden heykellerin yanı sıra altın ve lükslerle gömülecekti.Bazı krallar, gerçek hizmetkarlarının ve danışmanlarının ölümde kendilerine eşlik etmesini istedi ve hizmetkarlar ve danışmanlar öldürülerek mezara yerleştirildi.Mumyalama ile hemen hemen aynı zamanlarda başlayan kremasyon da ölüleri yok etmenin popüler bir yöntemiydi.Bugün ABD'de bertaraf yöntemlerinin %26'sını ve Kanada'da %45'ini oluşturmaktadır.
Dinler geliştikçe ölü yakma aşağılanmaya başlandı.Hatta birçok din, pagan ritüellerini anımsattığını iddia ederek ölü yakmayı yasakladı.Defin tercih edilen yöntemdi ve bazen ölüler günlerce evde yatırılırdı, böylece insanlar saygılarını sunabilirlerdi.1348'de Veba Avrupa'yı vurdu ve insanları ölülerini bir an önce ve şehirlerden uzağa gömmeye zorladı.Bu ölüm ve defin ritüelleri mezarlıklar doluncaya kadar devam etti ve çok sayıda sığ mezar nedeniyle hastalık yaymaya devam etti.1665'te İngiliz Parlamentosu, yalnızca küçük cenazelerin yapılması lehinde karar verdi ve mezarların yasal derinliği 1,8 m (6 ft) olacak şekilde yapıldı.Bu, hastalığın yayılmasını azalttı, ancak birçok mezarlık aşırı kalabalık olmaya devam etti.
Bugün görülenlere benzer ilk mezarlık, 1804 yılında Paris'te kurulmuş ve “bahçe” mezarlığı olarak adlandırılmıştır.Pèere-Lachaise, Oscar Wilde, Frederick Chopin ve Jim Morrison gibi birçok ünlü isme ev sahipliği yapmaktadır.Mezar taşı ve anıtların ayrıntılı eserler haline geldiği yer bu bahçe mezarlıklardı.Kişinin sosyal statüsü, anıtın büyüklüğünü ve sanatını belirledi.İlk anıtlar, yaşayanlara öbür dünya korkusu aşılamak için iskeletler ve iblislerle korkunç sahneleri tasvir ediyordu.On dokuzuncu yüzyılın sonlarında, mezar taşları, melekler ve ölüyü yukarıya çıkaran melekler gibi barışçıl sahneler lehine gelişti.Amerika Birleşik Devletleri, 1831'de Cambridge, Massachusetts'te kendi kırsal mezarlığı olan The Mount Auburn Cemetery'yi kurdu.
İşlenmemiş içerikler
İlk mezar taşları, New England'ın başlarında yerel olarak mevcut olan arduvazdan yapılmıştır.Bir sonraki popüler malzeme mermerdi, ancak zamanla mermer aşınır ve merhumun isimleri ve ayrıntıları çözülemez hale gelirdi.1850'de granit, dayanıklılığı ve erişilebilirliği nedeniyle tercih edilen mezar taşı malzemesi haline geldi.Modern anıtlarda kullanılan ana hammadde granittir.
Granit, esas olarak kuvars, feldispat ve plajiyoklaz feldispat ile karıştırılmış diğer küçük mineral parçalarından oluşan magmatik bir kayadır. Granit beyaz, pembe, açık gri veya koyu gri olabilir.Bu kaya, yavaşça soğutulan magmadan (erimiş malzeme) yapılır.Soğuyan magma, yer kabuğundaki kaymalar ve toprağın erozyonu ile ortaya çıkar.
Tasarım
Bir mezar taşını kişiselleştirmenin sayısız yolu vardır.Kitabeler, kutsal metinlerden alıntılardan belirsiz ve esprili ifadelere kadar çeşitlilik gösterir.Eşlik eden heykelcikler taşın içine oyulabilir, üstüne veya yanına yerleştirilebilir.Mezar taşlarının boyutu ve şekli de değişir.Genel olarak, tüm taşlar makinede parlatılır ve oyulur, ardından elle ince bir şekilde detaylandırılır.
imalat
İşlem
- İlk adım, taşın türünü (tipik olarak mermer veya granit) ve rengini seçmektir.Granit blok daha sonra ana kayadan kesilir.Bunu yapmanın üç yolu vardır.İlk yöntem sondajdır.Bu yöntem, granite 2,54 cm (1 inç) mesafede ve 20 ft (6,1 m) derinlikte dikey delikler açan bir pnömatik matkap kullanır.Taş ocağı işçileri daha sonra kayanın çekirdeğini kesmek için çelik dişlere sahip 4 inç (10,1 cm) uzunluğunda çelik uçlar kullanır.
Jet delme, delme işleminden çok daha hızlıdır, yaklaşık yedi kat daha hızlıdır.Bu yöntemde, bir saatte 16 ft (4,9 m) taş ocağı açılabilir.İşlem, basınçlı hidrokarbon yakıt ve hava karışımını 2.800°F (1.537.8°C) alev biçiminde dışarı atmak için içi boş çelik şaftlı bir roket motoru kullanır.Bu alev ses hızının beş katıdır ve graniti 4 inç (10,2 cm) keser.
Üçüncü yol en verimli yöntemdir, daha sessizdir ve neredeyse hiç atık üretmez.Su jeti delme, graniti kesmek için su basıncını kullanır.İki su jeti delme sistemi vardır, düşük basınç ve yüksek basınç.Her ikisi de iki su akışı yayar, ancak düşük basınçlı sistem akışları 1.400-1.800 psi'nin altındadır ve yüksek basınçlı akışlar 40.000 psi'nin altındadır.Jetlerden çıkan su tekrar kullanılır ve yöntem hataları ve malzeme israfını en aza indirir.
- Bir sonraki adım, bloğu taş ocağı yatağından çıkarmaktır.İşçiler, karbür uçlu 1,5-1,88 inç (3,81-4,78 cm) çelik uçlarla donatılmış büyük pnömatik matkaplar alıyor ve granit bloğunu yatay olarak deliyor.Daha sonra deliklere kağıda sarılı patlatma şarjları yerleştirirler.Şarjlar ayarlandıktan sonra, blok kayanın geri kalanından temiz bir kırılma yapar.
- Granit bloklar genellikle yaklaşık 3 ft (0,9 m) genişliğinde, 3 ft (0,9 m) yüksekliğinde ve 10 ft (3 m) uzunluğundadır ve yaklaşık 20.250 lb (9.185 kg) ağırlığındadır.İşçiler ya bloğun etrafına bir kablo doladılar ya da her iki uca da kancalar delip kabloyu kancalara tutturdular.Her iki şekilde de kablo, granit bloğu yukarı kaldıran büyük bir bumbaya ve onu mezar taşı üreticisine taşıyan düz yataklı bir kamyona bağlanır.Taş ocakları genellikle bağımsızdır ve graniti üreticilere satar, ancak taş ocaklarına sahip olan bazı büyük şirketler de vardır.
- İmalathaneye vardıktan sonra granit levhalar, daha küçük levhalar halinde kesilecekleri bir taşıma bandına boşaltılır.Levhalar genellikle 6, 8, 10 veya 12 inç (sırasıyla 15.2, 20.3, 25 ve 30.4 cm) kalınlığındadır.Bu adım döner bir elmas testere ile yapılır.Testere, 5 ft (1,5 m) veya 11,6 ft (3,54 m) masif çelik elmas bıçakla donatılmıştır.Bıçak genellikle yaklaşık 140-160 endüstriyel elmas segmentine sahiptir ve ortalama 23-25 ft kesme kabiliyetine sahiptir.2(2,1-2,3 m2) bir saat.
- Kesilen levhalar, farklı tane seviyeleri düzenlenmiş olarak değişen sayıda döner başlığın (genellikle sekiz ila 13) altından geçirilir.
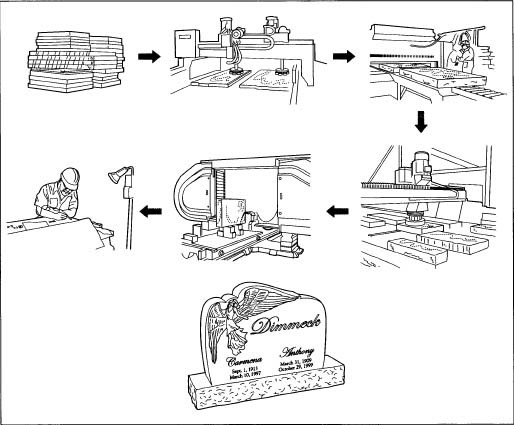
Mezar taşı imalatı.
en aşındırıcıdan en azına.İlk birkaç kafa sert bir elmas kuma sahiptir, orta kafalar honlama içindir ve son birkaç kafa keçe tampon pedlerle donatılmıştır.Bu pedlerin üzerinde taşı pürüzsüz, parlak bir yüzey elde edecek şekilde cilalamak için su ve alüminyum veya kalay oksit tozu bulunur.
- Cilalı levha daha sonra taşıma bandı boyunca hidrolik kırıcıya taşınır.Kırıcı, granit levha üzerinde 5.000 psi'ye yakın hidrolik basınç uygulayan ve taşı dikey olarak kesen karbür dişlerle donatılmıştır.
- Kesilen taş daha sonra uygun şekle getirilir.Bu, bir keski ve çekiçle elle veya daha doğrusu çok bıçaklı bir elmas testereyle yapılır.Bu makine 30 adede kadar bıçağı alacak şekilde ayarlanabilir, ancak genellikle yalnızca sekiz veya dokuz bıçakla yüklenir.Dokuz bıçakla donatılmış bu çok bıçaklı elmas testere 27 ft kesebilir2(2,5 m2) bir saat.
- Taşın yüzeyleri daha sonra tekrar parlatılır.Son derece otomatik bir süreçte, bir seferde 64 parça parlatılabilir.
- Dikey kenarlar, yüzey parlatıcıya benzer şekilde otomatik bir parlatma makinesi tarafından parlatılır.Bu makine en sert kum kafasını seçer ve onu taşın dikey kenarları boyunca işler.Makine daha sonra kenarlar pürüzsüz olana kadar diğer irmiklerden geçer.
- Radyal kenarlar, iki elmas taşlama tamburu kullanılarak aynı anda taşlanır ve parlatılır.Biri sert taneli bir elmasa sahipken, ikincisi daha ince taneli bir elmasa sahiptir.Taşın radyal kenarları daha sonra parlatılır.
- Karmaşık taş şekillerine ihtiyaç duyulursa, cilalı taş elmas tel testereye taşınır.Operatör testereyi ayarlar ve şekilleri mezar taşına kazımak için bilgisayar yazılımı kullanan süreci başlatır.Herhangi bir ince aşındırma veya detaylandırma elle tamamlanır.
- Mezar taşı daha sonra bitirme için hazırdır.Rock Pitching, taşın dış kenarlarının elle yontulmasını ve daha belirgin, kişisel bir şekil verilmesini gerektirir.
- Artık mezar taşı O cilalanıp şekillendirildiğine göre, sıra oymaya geldi.Genellikle kumlama kullanılır.Mezar taşına sıvı bir yapıştırıcı sürülür.Yapıştırıcının üzerine kauçuk bir şablon uygulanır ve ardından tasarımın karbon destekli bir düzeniyle kaplanır.Karbon, teknik ressam tarafından hazırlanan tasarımı kauçuk şablona aktarır.İşçi daha sonra taş üzerinde istenen harfleri ve tasarım özelliklerini keserek kumlama işlemine tabi tutar.Kumlama manuel olarak veya otomatik olarak yapılır.Her iki yöntem de işlemin tehlikeleri nedeniyle kapalı bir alanda yapılır.İşçi, taştan yansıyan taneciklerden korunmak için tamamen örtülür.Rota kesici aşındırıcı, 100 psi'lik bir kuvvetle uygulanır.Toz toplayıcılar, yeniden kullanım için tozu toplar ve saklar.
- Taş daha sonra herhangi bir artık şablon veya yapıştırıcıdan kurtulmak için yüksek basınçlı buharla püskürtülür.Tekrar parlatılır ve yakından incelenir, ardından cilayı korumak için selofan veya ağır kağıtla paketlenir.Paket kasalara yerleştirilir ve müşteriye veya cenaze müdürüne gönderilir.
Kalite kontrol
Kalite kontrol, üretim süreci boyunca güçlü bir şekilde uygulanır.Her kaba granit levha renk tutarlılığı açısından kontrol edilir.Her cilalama adımından sonra, başlık taşı kusurlar açısından incelenir.Bir yonga veya çiziğin ilk belirtisinde taş hattan alınır.
Yan ürünler/Atık
Ocakta kullanılan kesme işlemine göre atıklar değişmektedir.Sondaj, taş ocağı çıkarmanın en az hassas yöntemidir ve bu nedenle en fazla atığı üretir.Su jeti yöntemi en az miktarda gürültü kirliliği ve toz üretir.Ayrıca diğer proseslere göre daha fazla yakıt tasarrufu sağlar ve suyun geri dönüştürülmesini sağlar.Kumlamada ayrıca kum parçacıkları da toplanıp yeniden kullanıldığından çok az atık vardır.Üretimden kaynaklanan kusurlu granit taşları genellikle diğer imalatçı şirketlere satılır veya denizaşırı ülkelere ihraç edilir.Diğer standart altı taşlar atılır.
Gelecek
Tasarımları mezar taşlarına kazımak için yenilikçi yazılım kullanan birçok yeni teknik var.Lazer aşındırma, resimlerin ve daha karmaşık tasarımların bir lazer ışını kullanılarak mezar taşına konmasına olanak tanıyan, yakında çıkacak bir gelişmedir.Lazerden gelen ısı, granitin yüzeyindeki kristalleri patlatarak yüksek, açık renkli bir aşındırmaya neden olur.
Granitin tükenmesi yakın gelecekte öngörülebilir değildir.Ocaklar açıldıkça yeni kaynaklar gelişir.Bir seferde ihraç edilebilecek granit miktarını sınırlayan birçok düzenleme vardır.Alternatif ölü gömme yöntemleri de mezar taşı üretimini sınırlayabilen faktörlerdendir.
Gönderim zamanı: Ocak-05-2021